Revista Cubana de Ciencias Forestales. January-April, 2019, 7(1): 1-16![]()
Translated from the original in spanish
Analysis of surface roughness of different woods in the provinces of Pinar del Río and Artemisa, Cuba
Análisis de la rugosidad superficial de diferentes maderas en las provincias de Pinar del Río y Artemisa, Cuba
Reinaldo Hanoi Valdez Reinoso1
Raúl Ricardo Fernández Concepción2
María Amparo León Sánchez2
Nilo Cecilia Simón4
Daniel Alberto Álvarez Lazo5
1Ministerio del Turismo. Pinar del
Río, Cuba.
E-mail: daniel@upr.edu.cu
2Universidad de Pinar del Río «Hermanos Saíz Montes de Oca». Pinar del Río, Cuba.
E-mail: rfernadez@upr.edu.cu , mleon@upr.edu.cu , cubamayca@gmail.com
Received: June 21th, 2018.
Approved: January 9th, 2019.
ABSTRACT
The objective of this work was to the characteristics of the planing tests on the wood of Pinus caribaea Morelet var. caribaea Barret and Golfari, Acacia mangium Willd, Gmelina arborea Roxb, Samanea saman (Jacq.) Merril and Eucalyptus saligna Sm.The study material was obtained in plantations located in the agroforestry companies Pinar del Rio, Macurije and Costa Sur in the provinces of Pinar del Rio and Artemisa, Cuba. The planning tests, the evaluation of defects and classification were carried out according to ASTM D-1666-2004 and DIN/ISO 1302:2002.ASTM D-1666-2004 and Norma DIN/ISO 1302. In general, the woods studied were classified as species with excellent workability, so they can be used in the production of products with higher added value.
Keywords: workability; processing; quality; furniture; added value.
RESUMEN
El objetivo de este trabajo fue determinar las características de los ensayos de cepillado en la madera de Pinus caribaea Morelet var. caribaea Barret y Golfari, Acacia mangium Willd., Gmelina arborea Roxb., Samanea saman (Jacq.) Merril y Eucalyptus saligna Sm. El material de estudio se obtuvo en plantaciones localizadas en las empresas agroforestales Pinar del Río, Macurije y Costa Sur en las provincias de Pinar del Río y Artemisa, Cuba. Los ensayos de cepillado, la evaluación de los defectos y clasificación se realizaron según las Norma ASTM D-1666-2004 y DIN/ISO 1302:2002. En general, las maderas estudiadas fueron clasificadas como especies con excelente trabajabilidad, por lo que pueden ser utilizadas en la elaboración de productos con mayor valor agregado.
Palabras clave: trabajabilidad; procesamiento; calidad; mueble; valor agradado.
INTRODUCTION
The adequate adjustment of the machining conditions is essential to obtain the required surface quality, implies a reduction in the loss of raw material and, at the same time, a decrease in defects that produce product rejections and useless tool wear; which involves projecting, in the long term, a greater utility for the wood industry. Koch, (1964).
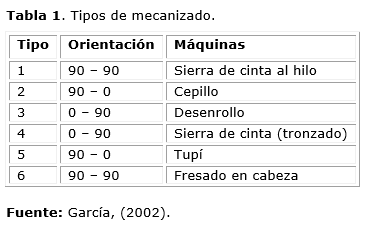
Álvarez et al. (2013) comment that wood machining is carried out by means of two cutting elements, per tooth or per blade. With either of the two types, its intervention can be carried out in various ways. Numerical values are used for their representation. The first corresponds to the angle formed by the direction of the cutting edge and the fibre of the wood and the second, the angle formed between the direction of displacement of the tool and the fibre of the wood (Table 1).
This concludes that the brushing is one of the most important in the development of most wood products, and consists of obtaining a flat surface and good quality after the sawing process or during the development of a particular product. That wood with bad quality in the brushing will have little acceptance in the market, mainly in products where the superficial quality is of great importance Moya and others, (2012).
One of the most important properties of surfaces is roughness. It can be defined as the measure of the fine irregularities of a surface. Its size and frequency establish the quality of this Hiziroglu, (2005). Aguilera et al., (2016), Andrade et al., (2016), Hazir et al., (2017) and Laina et al., (2017), which expose that surface quality is a factor that directly affects different wood machining processes.
In general, the parameters used to measure roughness can be interpreted as parameters proper to the statistical distribution of profile heights or surface under analysis. The roughness parameters most used in engineering are the average roughness (Ra), the total depth of the roughness (Rt), the height of ten irregular points (Rz) and the mean quadratic roughness (Rq), López, (2003).
The objective is to demonstrate the feasibility of use in the furniture industry from characteristics of surface finish by brushing the wood of the species Pinus caribaea Morelet, Acacia mangium, Gmelina arborea, Samanea saman and Eucalyptus saligna; having as objectives to evaluate the surface finish of the wood in the species identified for use in the furniture industry; as well as to generate the appropriate combinations for the brushing of each one of the species identified according to the Ra value.
MATERIALS Y METHODS
Characterization of the study area
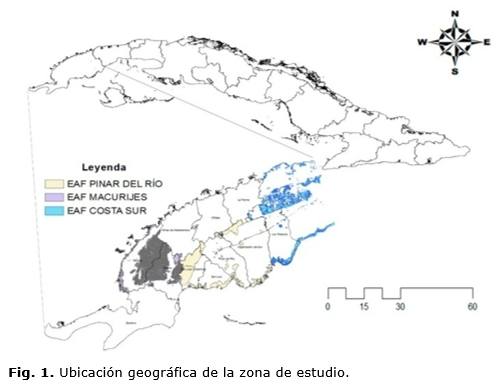
The study area of this paper comprises three agroforestry companies, two of which are located in the province of Pinar del Río and one in the province of Artemisa (Figure 1).
To obtain the surface roughness measurements a portable roughness meter model TM-TR200 was used, commonly used to measure the surface roughness of parts that have gone through a machining process, calculate the parameters according to the selected measurement conditions and clearly display all measurement parameters and profile graphs on its LCD screen.
The data processing was carried out with the help of the statistical software IBM SPSS Statistics for Windows, version 22.0 and the calculation processor for Windows Microsoft Excel 2016 in version 16.0.7167.2060, allowing the comparison of the values of the four parameters: arithmetic mean roughness (Ra), total roughness depth (Rt), height of the ten irregular points (Rz) and mean quadratic roughness (Rq), thrown by the equipment for each species and taken to a bar graph.
A normality test was performed in order to determine if the data obtained from the variable Ra follow a normal distribution, using the statistic of Kolmogorov Smirnov. The non-parametric Kruskall-Wallis test was used to check whether or not there is a significant difference between the means of the values of the variables of the brushing test and the parameter Ra.
There were analyzed the existen relations among:
I. The brushing variables (cutting angle, feed speed, number of knives, head rotation speed).
II. Parameter Ra values obtained by the roughness meter.
III. The correlations between the variables of the brushing of the wood and those of the roughness parameter (Ra) were also determined, with four different combinations to define their relationship in each of the proposed species.
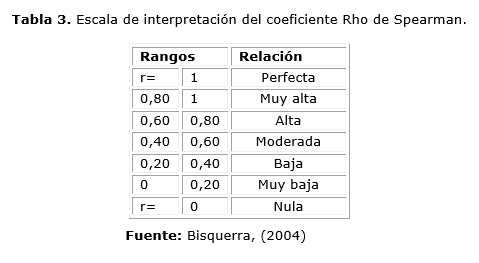
Knowing that most of the variables studied do not follow a normal distribution, the nonparametric correlation coefficient of Spearman (Rho de Spearman) was determined and a significance probability of 5% was considered; this will give the measure of the linear intensity of association that exists between the variables analyzed. The Bisquerra proposal (2004) was used in this analysis (Table 3).
To obtain the surface roughness measurements a portable roughness meter model TM-TR200 was used, commonly used to measure the surface roughness of parts that have gone through a machining process, calculate the parameters according to the selected measurement conditions and clearly display all measurement parameters and profile graphs on its LCD screen.
The data processing was carried out with the help of the statistical software IBM SPSS Statistics for Windows, version 22.0 and the calculation processor for Windows Microsoft Excel 2016 in version 16.0.7167.2060, allowing the comparison of the values of the four parameters: arithmetic mean roughness (Ra), total roughness depth (Rt), height of the ten irregular points (Rz) and mean quadratic roughness (Rq), thrown by the equipment for each species and taken to a bar graph.
A normality test was performed in order to determine if the data obtained from the variable Ra follow a normal distribution, using the statistic of Kolmogorov Smirnov. The non-parametric Kruskall-Wallis test was used to check whether or not there is a significant difference between the means of the values of the variables of the brushing test and the parameter Ra.
There were analyzed the existen relations among:
I. The brushing variables (cutting angle, feed speed, number of knives, head rotation speed).
II. Parameter Ra values obtained by the roughness meter.
III. The correlations between the variables of the brushing of the wood and those of the roughness parameter (Ra) were also determined, with four different combinations to define their relationship in each of the proposed species.
Knowing that most of the variables studied do not follow a normal distribution, the nonparametric correlation coefficient of Spearman (Rho de Spearman) was determined and a significance probability of 5% was considered; this will give the measure of the linear intensity of association that exists between the variables analyzed. The Bisquerra proposal (2004) was used in this analysis (Table 3).
RESULTS AND DISCUSSION
The roughness study for each species was carried out from the use of the roughness meter, establishing a measurement point in each of the brushed segments from the four combinations established for the experiment shown in figure #2. The results for each roughness indicator (Ra, Rz, Rq and Rt) of all samples analyzed are shown below (Figure 2).
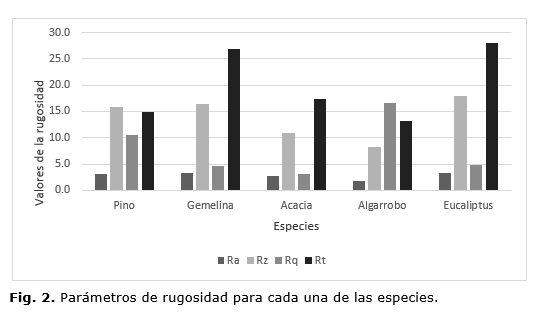
From the results obtained from the average of the roughness parameters of the different test tubes for each species, it is observed that Samanea saman has the best performance in three (Ra, Rz and Rt) of the four parameters studied, indicating that, of the five species analyzed, the carob tree presents the best characteristics to be used in the furniture industry with very good results from the quality of its surface finish.
Of these four parameters, Ra was selected as the most suitable indicator to determine the quality of the surface finish of the species selected in this research; taking into account the aspects indicated by González and Vásquez (1999), the correlations are structured on the basis of the existing relations between them and the values of Ra. Because Ra is the most used parameter in the world, it is used to compare the roughness of surfaces manufactured by the same process of shaving detachment, Ra is the parameter that is used when it is necessary to control the roughness in a continuous way in the production lines, due to the ease of obtaining the result; almost all of the equipment present this parameter in analogical or digital form.
The value obtained in this process coincides with the Gauss curve that characterizes the amplitude distribution, coinciding with the authors Aguilera and Vega (2004), who used the parameter Ra to correlate it with variables that intervene in the formation of the chip to infer the behavior of the surface finish of the wood.
Comparing the values of Ra for each of the species in the selected point, it is observed that the lowest values are obtained for the species Samanea saman and Acacia mangiun, which is an indicator of a better surface finish for these species from the combination of two. An analysis of the dispersion of Ra at one point in each test tube in the five species (Figure 3).
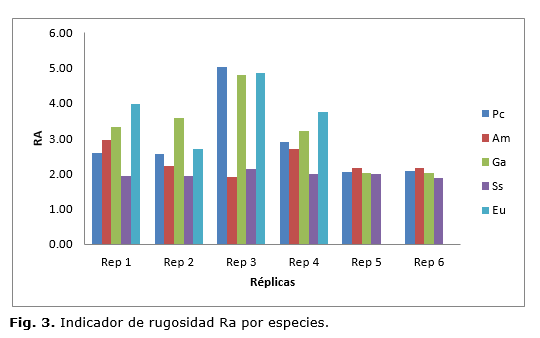
In figure #3, it is noted that, at the same point with repetitions, the greater value of Ra is obtained in the third repetition for Pc, Ga, and Eu, achieving homogeneity from the fifth replica. These results correspond to those found by Aguilera and Vega (2004) in Pinus radiata in Chile, where they used three repetitions due to the homogeneity of the results obtained.
The arithmetic mean of the 160 Ra values for species places Acacia mangium (2,74), Samanea saman (1,86), Pinus caribaea (3,05) and Eucalyptus saligna (3,20) between Classes 7 and 8 according to the definition of DIN/ISO 1302. In the case of Gmelina arborea (3, 36), according to its value for the indicator Ra, its classification falls into Class 9 of that standard.
Taking into account the results obtained and the standardized parameters of Ra according to DIN ISO 1302, it can be inferred that wood species in the country with values of Ra less than 3.50 can be valued by the furniture industry as production alternatives from the good surface finish they can achieve.
The resulting value of Ra shows the behaviour of the surface, but what defines its quality is the final use of the product, in this case the manufacture of furniture. Lemaster and Jackson (2000) indicate the importance of controlling the surface state of the wood, pointing out that surface roughness is directly related to the intended use of a part; in addition, an effective control of surface quality allows for the correct assembly of parts and determines the application of adhesives and finishing products.
According to DIN/ISO 1302:2002, the species according to Ra can be used in the manufacture of furniture. For the present case, the five species studied presented values of Ra lower than these specifications, so it can be asserted that the five can be used depending on the quality of their surface finish, by the Cuban furniture industry as an alternative for replacing species currently overexploited, such as the cases of Swietenia mahagoni, Cedrela odorata, Cordia gerascanthus and Tectona grandis.
The five species presented, according to the standard ISO 1302: 2002, values of Ra within the ranges established for brushing: Samanea Saman 1.86; Acacia mangium 2.74; Pinus caribaea 3.05, occupying an area not frequent but favorable for its good behavior before the machining process. Eucalyptus saligna 3,20 and Gmelina arbórea 3,36 are among the best results of the area for the most frequent values of specifications in the aforementioned standard. In this way, it can be asserted that the five species can be used by the Cuban furniture industry.
Correlation between the variables of the brushing and the Ra of the surface finish
When the assumption of normality of the variables Ra, Advance Speed (VA), Cutting Angle (AC), Number of Blades (NC), and Speed (VGC) is not fulfilled, using the Kolmogorov Smirnov Pe "0.05 test, the non-parametric correlation matrix of Spearman is obtained (Table 4).
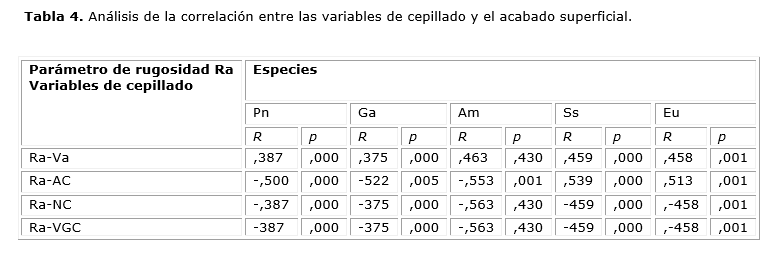
As can be seen from table 4, Spearman's non-parametric correlation is showing that all the variables of the brushing are related to the parameter Ra, with the cutting angle being the most influential. This behaviour is supported by a 50 % probability.
These results coincide with those reported by Moya, (1986), as well as Serrano and Sáenz, (2001), who state that the advance speed of the wood will depend on the magnitude of the advance of the cutting element, or marks left by the cutting tool for each inch (fz); will also depend on the number of cutting elements (Z) and the number of revolutions executed by the driving axis of the movement (N), as well as factors specific to the species of wood such as hardness, grain orientation and abrasiveness, parameters of the cutting tool such as the cutting angle and the quality of the edge and details of the conditions in which the operation is performed (width and depth of cut, speed of cut and advance, adjustment of equipment), which are of great importance to achieve high quality surfaces in an efficient manner.
Finally, it can be defined that in order to achieve a good surface finish it is necessary to have a relationship between the variables of the brushing, these can be directly proportional or not, but they are related to each other and influence the quality of the surface finish.
Using the Kruskal-Wallis non-parametric comparison test, the best combination was sought from the ratio of the brushing variables and the value of Ra (Table 5).
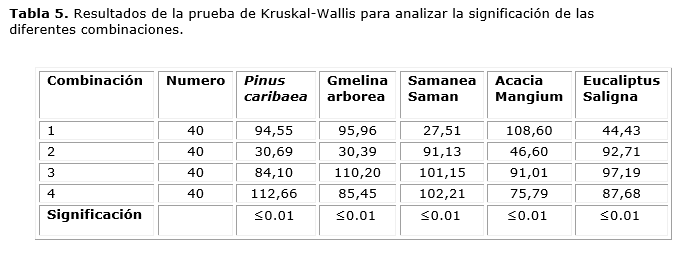
According to the Kruskal-Wallis test there is a significant difference between the average range of the different combinations used in brushing the wood of all species studied with p d "0.01, resulting in combination two as the best performance in terms of the lowest value of the roughness parameter Ra; indicating the same an increase in surface quality of wood after brushing for the species Pinus caribaea, Acacia mangium and Gmelina arborea and combination one as the best performance for the species Eucalyptus saligna and Samanea saman.
Table 6 shows the values of Ra for each of the species from the combination used in the brushing process applied to them (Table 6).
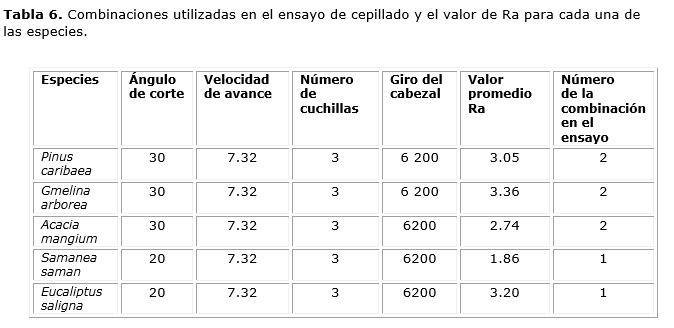
When analyzing the results of table 6, it can be observed that the average value of Ra for each species is less than four, a value defined as excellent for the brushing test in current standards, being Samanea saman the one that best value of Ra (1.86) presented before the machining. (See table 6)
In this regard, others argue that in wood processing there are several variables that should be considered to achieve an optimization of workability operations and that, based on the study of these variables, it is possible to recommend the appropriate combination for the proper brushing of wood.
These results coincide with those obtained by Aguilera and Vega (2004), which state that both feed and rotation speeds show safe behaviour in terms of their effect on surface roughness, where an increase in feed speed generates lower quality surfaces for constant rotation speeds. An increase in rotational speed produces less rough surfaces for constant forward speeds. At present, the fundamental problem of the wood industry is the lack of knowledge of the cutting conditions to achieve correct machining, where quality problems are not always associated with the quality of raw materials but, importantly, with poorly planned and executed processes; aspects coinciding with the results obtained by Baysal and others (2014), Belleville and others (2016a) and Belleville and others (2016b).
The results of Ra show that, due to the quality of the surface finish, Pinus caribaea, Eucalyptus saligna, Samanea Saman, Gemelina arborea, and Acacia mangium, after the brushing process, can be used in the Cuban furniture industry, taking into account the specifications of DIN/ISO 1302, as well as ASTM D 1666-87, re-approved in 2004.
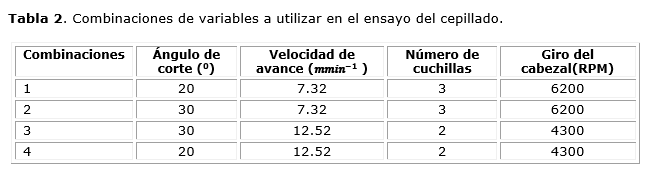
Of the combinations used was the most suitable for the species Pinus caribaea, Gmelina arborea, and Acacia mangium the combination two (feed speed 7.32, number of blades 3, cutting angle 30° and speed in the rotation of the head 6200 RPM). For the species Eucalyptus saligna and Samanea saman the combination one was the most suitable (feed speed 7.32, number of blades 3, cutting angle 20° and speed of rotation in the head 6200 rpm).
BIBLIOGRAPHICAL REFERENCES
AGUILERA, A., ROLLERI, A. y BURGOS, F., 2016. «Cutting distance as factor to evaluate the quality of wood machined surfaces: A preliminary study». Maderas. Ciencia y tecnología [en línea], vol. 18, no. 1, pp. 03-18. [Consulta: 19 julio 2018]. ISSN 0718-221X. DOI 10.4067/S0718-221X2016005000001. Disponible en: https://scielo.conicyt.cl/scielo.php?script=sci_abstract&pid=S0718-221X2016000100001&lng=es&nrm=iso&tlng=en.
AGUILERA, A. y VEGA, M., 2004. «Efecto del cambio de las condiciones de maquinado sobre la rugosidad superficial de Pinus radiata D. Don». Bosque (Valdivia) [en línea], vol. 25, no. 3, pp. 25-32. [Consulta: 19 julio 2018]. ISSN 0717-9200. DOI 10.4067/S0717-92002004000300003. Disponible en: https://scielo.conicyt.cl/scielo.php?script=sci_abstract&pid=S0717-92002004000300003&lng=pt&nrm=iso&tlng=es.
ÁLVAREZ, D., BARACHO, E., BENIGNO, J. y MOMOLI, R., 2013. Tecnología da Madeira España. S.l.: EAE.
AMERICAN SOCIETY FOR TESTING AND MATERIALS (ASTM), 2004. Standard Test Methods for Conducting Machining Tests of Wood and Wood-Base Materials. Annual Book of ASTM Standard [en línea]. Philadelphia: American Society for Testing and Materials, ASTM D 1666 2004, Disponible en: https://www.astm.org/DATABASE.CART/HISTORICAL/D1666-87R04.htm.
ANDRADE, A.C. de A., SILVA, J.R.M. da, JUNIOR, B., ALVES, R. y MOULIN, J.C., 2016. UTILIZAÇÃO DA TÉCNICA SUNSET LASER PARA DISTINGUIR SUPERFÍCIES USINADAS DE MADEIRA COM QUALIDADES SIMILARES. CERNE [en línea], vol. 22, no. 2, pp. 159-162. [Consulta: 19 julio 2018]. ISSN 0104-7760. DOI 10.1590/01047760201622022025. Disponible en: http://www.scielo.br/scielo.php?script=sci_abstract&pid=S0104-77602016000200159&lng=en&nrm=iso&tlng=pt.
BAYSAL, E., DEGIRMENTEPE, S. y SIMSEK, H., 2014. Some surface properties of thermally modified scots pine after artificial weathering. Maderas. Ciencia y tecnología [en línea], vol. 16, no. 3, pp. 355-364. [Consulta: 19 julio 2018]. ISSN 0718-221X. DOI 10.4067/S0718-221X2014005000028. Disponible en: https://scielo.conicyt.cl/scielo.php?script=sci_abstract&pid=S0718-221X2014000300009&lng=es&nrm=iso&tlng=en.
BELLEVILLE, B., ASHLEY, P. y OZARSKA, B., 2016a. Wood machining properties of Australian plantation-grown Eucalypts. Maderas. Ciencia y tecnología [en línea], vol. 18, no. 4, pp. 677-688. [Consulta: 19 julio 2018]. ISSN 0718-221X. DOI 10.4067/S0718-221X2016005000059. Disponible en: https://scielo.conicyt.cl/scielo.php?script=sci_abstract&pid=S0718 -221X2016000400015&lng=es&nrm=iso&tlng=en.
BELLEVILLE, B., ASHLEY, P. y OZARSKA, B., 2016b. «Wood planning properties of Australian plantation-grown Eucalypts». Maderas. Ciencia y tecnología [en línea], vol. 18, no. 3, pp. 425-434. [Consulta: 19 julio 2018]. ISSN 0718-221X. DOI 10.4067/S0718-221X2016005000038. Disponible en: https://scielo.conicyt.cl/scielo.php?script=sci_abstract&pid=S0718-221X2016000300003&lng=es&nrm=iso&tlng=en.
BISQUERRA, R., 2004. Metodología de la investigación educativa. Madrid: Editorial La Muralla.
HAZIR, E., HÜSEYIN KOC, K., HIZIROGLU, S., HAZIR, E., HÜSEYIN KOC, K. y HIZIROGLU, S., 2017. «Optimization of sanding parameters using response surface methodology». Maderas. Ciencia y tecnología [en línea], vol. 19, no. 4, pp. 407-416. [Consulta: 19 julio 2018]. ISSN 0718-221X. DOI 10.4067/S0718-221X2017005000101. Disponible en: https://scielo.conicyt.cl/scielo.php?script=sci_abstract&pid=S0718-221X2017000400407&lng=es&nrm=iso&tlng=en.
HIZIROGLU, 2005. Propiedades de la superficie [en línea]. S.l.: scribd. Disponible en: https://www.scribd.com/document/228720462/Propiedades-de-La-Superficie.
KOCH, P., 1964. Wood machining processes [en línea]. S.l.: Ronald Press Co. Disponible en: https://books.google.com.cu/books/about/Wood_machining_processes.html?id=pQZUAAAAMAAJ&redir_esc=y.
LAINA, R., SANZ-LOBERA, A., VILLASANTE, A., LÓPEZ-ESPÍ, P., MARTÍNEZ-ROJAS, J.A., ALPUENTE, J., SÁNCHEZ-MONTERO, R. y VIGNOTE, S., 2017. «Effect of the anatomical structure, wood properties and machining conditions on surface roughness of wood». Maderas. Ciencia y tecnología [en línea], vol. 19, no. 2, pp. 203-212. [Consulta: 19 julio 2018]. ISSN 0718-221X. DOI 10.4067/S0718-221X2017005000018. Disponible en: https://scielo.conicyt.cl/scielo.php?script=sci_abstract&pid=S0718-221X2017000200008&lng=es&nrm=iso&tlng=en.
LEMASTER, R.L., LU, L. y JACKSON, S., 2000. «The use of process monitoring techniques on CNC wood routers; part 1, sensor selection». Forest Products Journal [en línea], vol. 50, no. 7/8, pp. 31. [Consulta: 19 julio 2018]. Disponible en: https://web.a.ebscohost.com/abstract?direct=true&profile=ehost&scope=site&authtype=crawler&jrnl=00157473&AN=3479948&h=yrfiuV9UtOyHBAQG1da%2bMXuiFCa5MUzFGGxafD4bB0uyHQt%2bmmP3L63K4Tho5FTESdcVd1T66ZP18dykYZV95g%3d%3d&crl=f&resultNs=AdminWebAuth&resultLocal=ErrCrlNotAuth&crlhashur l=login.aspx%3fdirect%3dtrue%26profile%3dehost%26scope%3dsite%26authtype%3dcrawler%26jrnl%3d00157473%26AN%3d3479948.
LÓPEZ GUERRERO, F.E., CAVAZOS FLORES, R. y DELGADO ACOSTA, M., 2003. «Caracterización de superficies maquinadas por medio de parámetros de rugosidad». Ingenierías [en línea], vol. 6, no. 18, pp. 7. Disponible en: http://ingenierias.uanl.mx/18/ArchivosPDF/Caracterizacion%20de%20super.pdf.
LUIS GARCÍA, E., 2002. La madera y su tecnología [en línea]. S.l.: S.A. MUNDI-PRENSA LIBROS. ISBN 978-84-8476-036-8. Disponible en: https://www.casadellibro.com/libro-la-madera-y-su-tecnologia/9788484760368/817239.
MENESES TIRIRA, O.S., 2013. Identificación de usos probables de PINUS PATULA SCHLECT.ET CHAM. Con base en la determinación de las propiedades físico-mecánicas y de trabajabilidad de la madera en Iltaquí-Cotacachi-Imbabura. UNIVERSIDAD TÉCNICA DEL NORTE FACULTAD DE INGENIERÍA EN CIENCIAS AGROPECUARIAS Y AMBIENTALES ESCUELA DE INGENIERÍA FORESTAL [en línea], pp. 21. [Consulta: 19 julio 2018]. Disponible en: repositorio.utn.edu.ec/bitstream/123456789/1982/3/03ARTICULOCIENTIFICO192.pdf.
MOYA, C., 1986. Teoría de corte en la Madera. Chile: Corporación Nacional Forestal. Chile Forestal.
MOYA-ROQUE, R., LEANDRO-ZÚÑIGA, L., CÓRDOBA-FOGLIA, R., SERRANO-MONTERO, J.R. y MONGE-ROMERO, F., 2012. «Aspectos importantes sobre la trabajabilidad de la madera de melina (Gmelina arborea)». Revista Forestal Mesoamericana Kurú [en línea], vol. 1, no. 1, pp. 75-76. [Consulta: 19 julio 2018]. ISSN 2215-2504. Disponible en: http://revistas.tec.ac.cr/index.php/kuru/article/view/606.
RAABE, J., DEL MENEZZI, C. y GONÇALEZ, J., 2017. «Avaliação da Superfície de Lâminas Decorativas de Curupixá (Micropholis venulosa Mart. Eichler)». Floresta e Ambiente [en línea], vol. 24. [Consulta: 19 julio 2018]. ISSN 2179-8087. DOI 10.1590/2179-8087.005415. Disponible en: http://www.scielo.br/scielo.php?script=sci_abstract&pid=S2179 -80872017000100103&lng=en&nrm=iso&tlng=pt.
SERRANO, R. y SÁENZ, M., 2001. Trabajabilidad de Teca (Tectona grandis) de Costa Rica y Panamá [en línea]. Cartago, Costa Rica: Instituto Tecnológico de Costa Rica, Escuela de Ingeniería Forestal, Centro de Investigaciones en Integración Bosque Industria. [Consulta: 18 junio 2017]. Disponible en: http://www.una.ac.cr/inis/docs/teca/temas/TrabajabilidadSerrano1.pdf.
VÁZQUEZ, J.R.Z. y GONZÁLEZ, C.G., 1999. Metrología dimensional [en línea]. S.l.: McGraw-Hill. ISBN 978-970-10-2387-7. Disponible en: https://books.google.com.mx/books/about/Metrolog%C3%ADa_dimensional.html?hl=es&id=OW-9AAAACAAJ.
![]()
This work is licensed under a Creative Commons Attribution-NonCommercial 4.0 International license
Copyright (c) 2019 Reinaldo Hanoi Valdez Reinoso, Raúl Ricardo Fernández Concepción, María Amparo
León Sánchez, Nilo Cecilia Simón, Daniel Alberto Álvarez Lazo