
Determinación del rendimiento y calidad dimensional de la madera aserrada en aserríos en la provincia de Guantánamo
Revista Cubana de Ciencias Forestales. 2017, 5(3):340-351
Determinación del rendimiento y calidad dimensional de la madera aserrada en aserríos en la provincia de Guantánamo
Yield and dimensional quality of sawnwood in Guantanamo
Ibian Leyva Miguel1, Alexys Rojas Romero2, Yemicer Segurado Gil1
1Ingeniero Forestal. Universidad de Guantánamo. Cuba. Correo electrónico: ibian@cug.co.cu
2Ingeniero Forestal. Granja Militar Integral desembarco por Duaba. Cuba.
Recibido: 19 de diciembre de 2016.
Aprobado: 21 de noviembre de 2017.
RESUMEN
El trabajo se realizó en los aserríos móviles LT 40 Yammar y Perkín, de la granja militar integral “Desembarco por Duaba” y el aserrío fijo marca Armentía de Cayo Güin, pertenecientes a la empresa agroforestal “Baracoa”, entre los meses de noviembre del 2014 a diciembre de 2015, con el objetivo de mejorar el rendimiento y calidad dimensional de la madera aserrada del Pinus cubensis Griseb. Para ello, se analizó la calidad de la materia prima utilizada (largo, grueso, conicidad, tableadura, excentricidad y curvatura del fuste). Se determinó el rendimiento a través de un muestreo representativo de 132 trozas, distribuidas en los diferentes aserríos. Para la calidad dimensional, se muestrearon 100 piezas. Se obtuvo que la materia prima utilizada era homogénea en cuanto al diámetro de los bolos y los defectos de la madera en los tres aserríos; pero en el aserrío de Cayo Güin las trozas eran de mayores dimensiones. Los aserríos móviles de Yateras tienen un rendimiento medio de 70 % superior, al obtenido, estadísticamente, por el aserrío fijo de Cayo Güin que es de 55,5 %. Los aserríos móviles tienen mayor control dimensional de la madera aserrada debido a que la variación total del proceso fue menor, sin embargo, en el aserrío fijo se demuestra que el sistema de aserrado está fuera de control.
Palabras clave: rendimiento; calidad; defectos.
ABSTRACT
The paper was carried out in the mobile sawmills LT 40 Yammar and Pekín of the Integral Military Farm Disembark by Duaba and the fixed sawmill of Cayo Güin branded Armentía of the Baracoa Agroforestry Company between the months of November of the 2014 to December of 2015 with the aim of improving the yield and dimensional quality of the lumber of Pinus cubensis Griseb. With this as main objective, the quality of the raw material used (long, thick, conicity, ovality, eccentricity and curvature of the shaft) was analyzed. The yield was through a representative sampling of 132 logs distributed in the different sawmills and for dimensional quality, 100 pieces. As result, was observed that the raw material used was homogeneous in the diameter of the logs and the defect of the wood in the three sawmills, but in the Cayo Güín site, the logs were of greater dimensions. The Yammar and Perkin sawmills have an average yield of 70 % higher than the one obtained in Cayo Güin where the result was of 55.5 %. Mobile sawmills have greater dimensional control of sawn timber due to lower variation of the total process, Nonetheless, is accurate to state that the sawing system in the Cayo Güin establishment is out of control.
Key words: yield; quality; defects.
INTRODUCCIÓN
La madera siempre ocupó un lugar destacado dentro de los diversos materiales utilizados por el hombre debido a un amplio espectro de importantes características físicas y mecánicas; su tecnología ha ido evolucionando y han surgido nuevos productos que amplían su campo de aplicación, por lo que se busca mejorar su utilización y aprovechamiento. [Álvarez et al., 2013].
A nivel mundial, se han implementado diferentes tecnologías que permiten mejorar los indicadores de la eficiencia en la pericia y habilidad del personal técnico del aserradero y en las características de la materia prima, las que parten desde los programas de optimización en los aserraderos, hasta las basadas en la aplicación de prácticas de aserrado, apoyándose fundamentalmente en el análisis de las diferentes variables y la toma de decisiones de aserrado en un corto intervalo de tiempo. [Álvarez, 2005].
Esta industria de aserrado en Cuba está muy alejada de los resultados de productividad media mundial; son muchas las causas que provocan esto, pero, sin dudas, la inadecuada infraestructura juega un papel predominante. [Álvarez et al., 2010].
Egas y Álvarez [2001], plantean que los principales elementos, que inciden sobre la eficiencia del proceso de aserrado en la calidad de las trozas, son los defectos de la madera que pueden ser debido a causas naturales durante el crecimiento del árbol, como a los tratamientos a los que se ven sometidos; estos influyen en el rendimiento y en las propiedades de la madera.
Así, el control de calidad hace referencia a un proceso o conjunto de actividades y técnicas operacionales que se usan para cumplir los requerimientos de calidad. Sundholm, [2015], citado por Barrera et al. [2016].
En la provincia de Guantánamo, los aserríos se caracterizan por la baja eficiencia y calidad de la madera aserrada. De ahí que, con este trabajo, se pretende mejorar el rendimiento y calidad dimensional de la madera aserrada del Pinus cubensis Griseb en el aserrío de Cayo Güin de la EAF Baracoa y aserríos de la granja militar integral de Yateras en la provincia de Guantánamo.
MATERIALES Y METODOS
El siguiente trabajo se realizó en los aserríos móviles marca LT 40 Yammar y Perkín de la granja militar integral (GMI) “Desembarco por Duaba” y en el aserrío fijo, marca Armentía, de Cayo Güin, perteneciente a la EFI Baracoa, entre los meses de noviembre del 2014 a diciembre del 2015, con el objetivo de determinar el rendimiento y calidad dimensional del P. cubensis.
Características Tecnológicas
Los aserríos móviles LT 40 Yammar y Perkín cuentan con una tecnología canadiense de sierra de banda, con un grosor del diente de 2 mm. y un ancho de cinta de 1,2 cm.; la producción actual es de 5 m3 diarios de madera aserrada y una eficiencia de 61%; se encuentran ubicados en el macizo montañoso Nipe – Sagua – Baracoa, al norte de la provincia de Guantánamo.
El aserrío fijo de Cayo Güin, marca Armentía, cuenta con una tecnología española de sierra de banda, con un grosor del diente de 3 mm. y un ancho de cinta de 17,5 cm.; la producción actual es de 18 m3 diarios de madera aserrada y una eficiencia de 50%; se encuentra ubicado en el macizo montañoso Nipe – Sagua – Baracoa, al norte de la provincia de Guantánamo; al noroeste de la zona de estudio se encuentra el Parque Nacional “Alejandro de Humboldt”.
Tamaño de la muestra
Se realizó un muestreo piloto de 80 trozas para los aserríos de Yateras y 52 trozas para el de Cayo Güin. Para determinar el tamaño de la muestra, se utilizó la metodología de Leckoundzou [2008], con el diámetro medio de las trozas como variable de interés, donde se asume un error de muestreo de 5% a un 95% de confiabilidad. La ecuación utilizada fue la siguiente:

Característica de la materia prima
Se caracterizó y se analizó si la materia prima utilizada en los aserríos era homogénea en los tres aserríos; las variables evaluadas fueron: diámetros en los tres extremos, la longitud y defectos de la madera en bolo (curvatura del fuste, tableadura, excentricidad y la conicidad).
Defectos de las trozas
Para determinar los defectos, se tuvo en cuenta el libro de Tecnología de la madera, según Álvarez et al. [2013].
Conicidad de las trozas
![]()
Donde: C = conicidad (cm/m), D2 = diámetro mayor de la troza (cm.), D1 = diámetro menor de la troza (cm.) y L = longitud de la troza (m).
Excentricidad
![]()
Donde: Ex = excentricidad (%), R = radio máximo desde la médula (m.) y D = diámetro mayor de la troza (m.)
Curvatura de la troza
![]()
Donde: CF=curvatura del fuste (%), f =distancia que comprende el punto máximo de la concavidad que caracteriza la curvatura del fuste (cm.) y l =longitud de la troza (cm.).
Tableadura
![]()
Dónde: T= tableadura (%), D- diámetro máximo (cm.) y d-diámetro mínimo (cm.).
Determinación del rendimiento de la madera aserrada
A partir del volumen de la madera en bolo y el volumen de la madera aserrada, se determinó el rendimiento según [Álvarez et al., 2010, Egas, 1998, y Nájera et al., 2013], como se muestra a continuación:

Relación entre la clase diamétrica y el rendimiento
Se determinó la relación que existe entre la clase diamétrica y el rendimiento de la madera aserrada mediante un análisis de regresión lineal. Este tipo de análisis permitió expresar una relación entre las variables por medio de una ecuación. Las clases diamétricas se determinaron según la metodología de Aldana [2010].
Control dimensional de la madera aserrada
Siguiendo lo indicado por [Álvarez, et al. 2010, Denig, 1990 y Leckoundzou, 2008], se tomaron muestras de 100 piezas de P. cubensis, 10 en cada jornada de trabajo, en los surtidos de 10 y 20 cm. en aserríos de Yateras y los surtidos de 25 y 50 cm. en el aserrío de Cayo Güin, teniendo en cuenta la Norma Ramal 43-17/ [1982].
A cada pieza se le tomaron 6 mediciones, tres en cada canto, en forma equidistante a lo largo de las mismas, con el cuidado de establecer una secuencia permanente de las mediciones respecto a la dirección de salida de las piezas de la sierra [Brown, 1986 y Zavala, 1981], con el objetivo de identificar eventuales problemas en los equipos. Las mediciones se realizaron con una cinta en áreas de madera sana, evitando nudos, pudriciones y otros defectos.
Debido a la complejidad y volumen de los cálculos, sobre todo en el cómputo de las variaciones de grosor en el aserrío, cuando se dispone de una muestra grande, se utiliza el software Control versión 5.1 que permite determinar la dimensión óptima de corte y la variación total del proceso, según Álvarez et al., [2010]. Estos resultados fueron analizados según [Álvarez, 2005, Barrera et al., 2016, Nájera et al., 2011, Nájera et al., 2013 y Zavala, 1981].
El porciento de contracción se determinó según las normas DIN-52-184 citado por Ibáñez et al. [1975] utilizando la siguiente fórmula:
Donde: Vh: volumen húmedo, Vo: volumen seco y βvh: % de contracción.
Análisis estadístico
A cada una de las variables antes mencionadas (diámetros en los tres extremos, la longitud, defectos de la madera en bolo, curvatura del fuste, tableadura, excentricidad y la conicidad, rendimiento y grosor de los diferentes surtidos), se les comprobaron los postulados estadísticos, aditividad de efectos y la no correlación de errores, de acuerdo con Di Rienzo et al. [2005] y se les realizaron los test de normalidad (Kolmogorov-Smirnov) y homogeneidad de varianza (Levene), de acuerdo con Vásquez [2011], antes de procesarlos estadísticamente.
Se analizó si estas variables eran diferentes en los tres aserríos (Yammar, Perkín y Armentía) a través de un análisis de varianza, mediante una prueba de comparación múltiple de Tukey (p ≤ 0,05).
RESULTADOS Y DISCUSIÓN
Tamaño de la muestra
El número de trozas del P. cubensis para cada aserrío se encuentra entre 12 y 15 bolos, lo que demuestra que el muestro realizado fue representativo en el área de estudio, para un límite de error de un 5 % (tabla 1).

Característica de la materia prima utilizada
Se observa en la tabla 2 que las trozas procesadas en el aserrío LT40 Yammar, LT40 Perkín y Armentía no tienen diferencias significativas según prueba de Tukey en cuanto a los diámetros (fino, medio y grueso), la conicidad, la excentricidad, curvatura del fuste y tableadura y que la probabilidad es mayor que 0,05 para un 95% de probabilidad.
En cuanto a la longitud, sí hay diferencia pues las trozas analizadas en el aserrío Armentía de Cayo Güin son más largas, con una longitud media de 3,49 m. que las trozas evaluadas en los aserríos de Yateras con una media de 2,65 m. para el LT 40 Yammar y 2,59 m. para el LT 40 Perkín. Las dimensiones de los bolos están en dependencia de los surtidos más demandados en las industrias.

Determinación del rendimiento
En la tabla 3, se muestra el análisis de varianza, con la utilización de la prueba de Tukey, donde se observa que no hay diferencias entre el rendimiento en los aserríos móviles LT 40 Yammar y Perkín, con una media de 69,92 % y 70,41 % respectivamente y sí para el aserrío fijo de Cayo Güin con una media de 55,50 % y un nivel de significación inferior a 0,05.
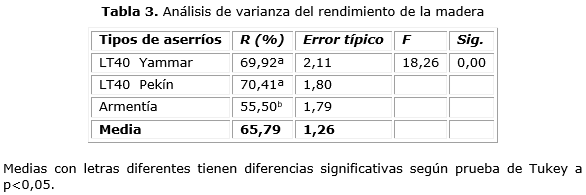
En la figura 1, se muestra que en el aserrío de Cayo Güin los rendimientos más frecuentes de la madera aserrada son de 55,5 % y para los aserríos de Yateras los más comunes son de 75,5 %, siendo estos los mejores resultados. En el presente estudio, se encontraron valores extremos en el rendimiento de madera aserrada entre 35,5 y 85,5 %. Resultados similares a los obtenidos por Leckoundzou [2008] en el Pinus caribaea Morelet en Pinar de Rio y Nájera et al. [2013] con el Pinus sp en México ocurrieron al aserrar las trozas sin clasificación, ni definición exacta de un modelo de corte para cada clase diamétrica, por lo que tal condición induce, la mayoría de las veces, a un bajo aprovechamiento de la troza lo que propicia una mayor generación de subproductos y residuos del proceso.

Manhiça, Pereira Da Rocha, Timofeiczyk Júnior [2012] plantean que la influencia que ejerce la conicidad de las trozas en el rendimiento es debido a que las primeras piezas aserradas, después de retirar las costeras, siempre presentan una forma irregular y que para cuadrarlas, generalmente, se reducen en anchos y largos, lo cual genera un mayor volumen de tiras y recorte, teniendo de este modo rendimientos relativamente bajos en algunas categorías diamétricas o en el rendimiento general del aserradero.
Además, Nájera et al. [2011], encontraron en aserraderos de la región de El Salto, Durango, una tendencia que en la medida que aumenta la conicidad disminuye el rendimiento. La utilización inadecuada de las trozas va a influir negativamente en la eficiencia económica de la producción de la madera aserrada.
Relación entre las clases diamétricas y los rendimientos de madera aserrada
Se realizó un análisis de regresión lineal para estimar el rendimiento en función del número de individuo por clase diamétrica (Figura 2). Se obtuvo un coeficiente de correlación aproximadamente de 0,94 para los aserríos móviles de Yateras (ya que no existieron diferencias significativas en el rendimiento entre LT 40 Yammar y Perkín, como se explicó anteriormente) y el aserrío fijo de Cayo Güin.
Las clases diamétricas son de gran importancia ya que influyen directamente en el rendimiento de la madera aserrada, donde Benítez [2014] plantea que para el Pinus sp, en la Empresa Forestal Integral Minas, el diámetro de la troza es uno de los factores de mayor incidencia en el aserrío, lo que demuestra que en la medida que el diámetro aumenta, también se incrementa el rendimiento de las trozas en el aserrío.
Control de la calidad dimensional de la madera aserrada
Al analizar las variaciones del grosor en los aserríos móviles LT40 Yammar y LT40 Perkín, se obtuvo que no hubo diferencia significativa con una probabilidad menor 0,05, por tanto, se procedió a analizar la calidad dimensional de la madera aserrada de forma conjunta en estos dos aserríos y por separado para el aserrío fijo de Cayo Güin.
El por ciento de contracción obtenido para el P. cubensis es de 4,12 % y se considera bajo. Resultados similares fueron obtenidos por Ibáñez [1975] citado por Álvarez [2005] para el Pinus caribaea var. caribaea.
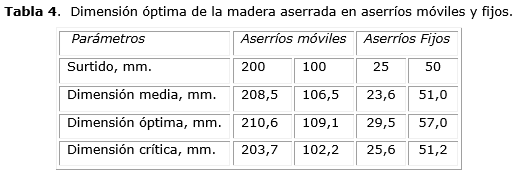
Dimensión óptima en aserríos móviles y fijos
Se observa en la tabla 4 que la madera para el surtido de 100 mm. se corta a 106,5 mm. y se debe cortar a 109,1 mm. y para el surtido de 200 mm. se corta a 208,5 mm. y se debe cortar a un 210,6 mm. en los aserríos móviles de Yateras, donde se destaca la poca variabilidad.
En el aserrío fijo de Cayo Güin para el surtido de 50 mm., se está cortando a 51,0 mm. y se debe cortar a 57 mm. En este caso, la madera se corta por encima de las dimensiones finales preestablecidas, pero no es lo suficiente para compensar las pérdidas por contracción y variación del aserrado. Estos resultados son semejantes a los encontrados por Zavala [1981] y por Álvarez[2005] para los (surtidos 13; 50 y 100 cm.) en Rigo Fuentes; surtidos de 13; 50, 75 y 100 mm. en el Francisco Donatien y surtidos de 75 y 100 mm. en el Álvaro Barba.
Para el surtido de 25 mm., en el aserrío de Cayo Güin, la madera se debe cortar a 29,5 mm. y se corta a 23,6 mm. por debajo de las dimensiones finales ya que el corte actual no satisface las reglamentadas para el mercado en relación con la dimensión óptima y la compensación de las pérdidas de volumen debido a la contracción. Estos resultados difieren de los obtenidos por los autores anteriores ya que la madera se corta por encima de las dimensiones finales preestablecidas, aunque no lo suficiente para compensar las pérdidas de volumen debido a la contracción y a la variación de aserrado.
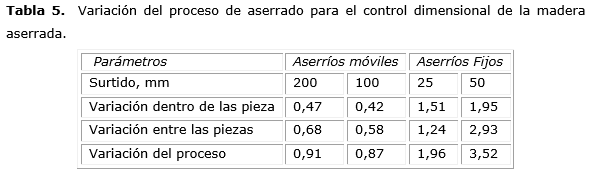
Variación del proceso de aserrado
Los resultados relacionados con la variación total de aserrado se muestran en la tabla 5. En aserríos móviles para los surtidos de 200 mm. y 100 mm., la variación oscila entre 0,87 y 0,91 como se muestran en la tabla 5. Resultados casi similares, a los obtenidos por Denig [1990] en Pinus sp, se observan en diferentes aserraderos norteamericanos con valores entre 0,55-0,74, lo que demuestra la poca variabilidad del proceso.
En el aserrío fijo, la variación total del proceso varía entre 1,96 cm. y 3,52 cm., resultados similares a los obtenidos por Álvarez [2005] para los aserraderos Rigo Fuentes y Álvaro Barba, así como Zavala [1981] en diferentes aserraderos mexicanos, sin embargo, se encuentran por encima de los valores 1,14 – 1,75 mm. reportados por Steele et al., [1992].
La variación de grosor dentro de las piezas se debe, no solo a las desviaciones excesivas de la hoja de sierra respecto a su trayectoria normal, sino también a la deficiente alineación de las escuadras del carro, lo que propicia la obtención de todas las piezas interiores (piezas pegadas a las escuadras del carro) con notable defecto de cuña hacia una sola dirección y de piezas exteriores (piezas alejadas de la escuadra del carro) libres o aleatorias afectadas por este defecto hacia una u otra dirección. [Álvarez, 2005].
La variación de grosor, que se observa entre piezas, se debe también a las imprecisiones cometidas por el aserrador que, en muchas ocasiones, proyecta esquemas de cortes que tienden a subdimensionar o a sobredimensionar las piezas interiores, las cuales llegan a alcanzar grosores actuales por encima o por debajo del grosor promedio. [Álvarez, 2005].
El control estadístico del proceso de aserrado demuestra que el sistema de aserrado está fuera de control y, por lo tanto, es necesario realizar un análisis del proceso de aserrado, teniendo en consideración tanto la materia prima, como la maquinaria utilizada, aspecto coincidente con lo expuesto por Young et al. [2007] y Barrera et al. [2016] en sus investigaciones.
Para concluir se puede expresar que los aserríos móviles Lt Yammar y Perkín tienen un rendimiento medio de 70 % superior estadísticamente al obtenido por el aserrío fijo de Cayo Güin que es de 55,5 %.
Por otra prate los aserríos móviles Lt Yammar y Perkín tienen mayor control dimensional de la madera aserrada debido a que la variación total del proceso fue menor, debido al resultado de las variaciones que ocurre dentro y entre las piezas, sin embargo, en el aserrío de Cayo Güin, se demuestra que el sistema de aserrado está fuera de control ya que los esquemas de cortes tienden a subdimensionar o a sobredimensionar las piezas interiores y, por lo tanto, es necesario realizar un análisis del proceso de aserrado teniendo en consideración tanto la materia prima, como las maquinarias utilizadas.
REFERENCIAS BIBLIOGRÁFICAS
ALDANA, E. Medición Forestal. La Habana: Editorial: Félix Varela, 2010. ISBN: 978-959-07-1321-7.
ÁLVAREZ L., D. et al. Improvement the lumber recovery factor with low environmental impactin Pinar del Río, Cuba. The International Forestry Review, 2010, 12 (5), 303. ISSN 1465- 5489.
ÁLVAREZ, L. D., BETANCOURT F.; GONZALES, C. I. Tecnología de la madera. La Habana. Cuba: Editorial Félix Varela, 2013.
ÁLVAREZ, L. D., FERNANDO, E. A. y CUADOR, G. Q. Control de la calidad en los aserraderos. Revista Baracoa, 2005, 24 (1), 49.
BARRERA, B. A. et al. Aplicación del proceso de control estadístico para incrementar la calidad de la madera aserrada de Pinus maestrensis Bisse en la empresa agroforestal «Gran Piedra», Baconao, Santiago de Cuba. Revista Cubana de Ciencias Forestales, 2016, 4 (1). ISSN: 2310-3469.
BENÍTEZ O. L. La influencia de la calidad de las trozas sobre eficiencia de los procesos de transformación de las trozas de Pinus sp. en la Empresa Forestal Integral Minas. Memorias del SIMFOR. Universidad de Pinar del Río. 2014 [Consultado 24 noviembre 2015]. Disponibles en: www.fhia.org.hn/dowloads/informes_anuales/ianualfhia2013-2014.pdf.
BROWN, T. D. Lumber size control. Forestry Business. College of Forestry. Oregon State University. 1986. USA.
DENIG, J. Control de la calidad en aserraderos de pino del sur. North Carolina Cooperative Extension Service. 1990.
DI RIENZO, A. et al. Estadística para las Ciencias Agropecuarias. Córdova Argentina, 2005.
EGAS, A, F. Consideraciones para elevar los rendimientos en aserraderos con sierras de banda. Tesis inédita para optar por el grado de Doctor en Ciencias Forestales. Universidad de Pinar del Río, Cuba. 1998.
EGAS, F. A. y ÁLVAREZ, L. D. Factores fundamentales para aumentar el rendimiento volumétrico en los aserraderos de Cuba. Revista Chapingo. México. Serie Ciencias Forestales y del Ambiente, 2001, 7(2),163-168.
IBÁÑEZ, A. Informe sobre nueve especies maderables cubanas. Instituto de Investigaciones Forestales. Ciudad Habana, Cuba: Ministerio de la Agricultura, 1975.
LECKUNDZOU, A. Influencia de diferentes variables dendrometricas y calidad de árboles en pié sobre los rendimientos de madera aserrada de Pinus caribaea Morelet var. caribaea Barret y Golfari. Tesis inédita para optar por el grado de Doctor en Ciencias Forestales. Universidad de Pinar del Río, Cuba. 2008.
MANHIÇA, A.A.; PEREIRA DA ROCHA, M.; TIMOFEICZYK JÚNIOR, R. Rendimento no desdobro de Pinus sp. utilizando modelos de corte numa serraria de pequeno porte. Floresta, 2012, 42(2), 409-420.
NÁJERA, J. A. et al. Rendimiento volumétrico y calidad dimensional de la madera aserrada en aserraderos de «El Salto», Durango. Revista Mexicana de Ciencias 2011, 1 (4). ISSN 2007-1132.
NÁJERA, J. A.; SÁNCHEZ, J. A. y MÉNDEZ, J. Short communication. Lumber yield and production time in sawmilling of pallets in Durango, México. Forest Systems, 2013, 13 (22), 573-577. ISSN 2171-5068.
NORMA RAMAL 43-17. Clasificación de la madera aserrada. Especies coníferas. La Habana, Cuba: MINAGRI, 1983.
STEELE, P, H. et al. Direct comparison of processing technology in hardwood and softwood sawmills. In: Proceedings of Structural Panels and Composites Lumber Symposium. USA. 1992.
SUNDHOLM, P. Statistical Process Control for the Sawmill Industry. Tesis de Maestría. Department of Physics. Umea University Sweden 2015.
VÁSQUEZ, R. Contribución al tratamiento estadístico de datos con distribución binomial en el modelo de análisis de varianza. Tesis inédita para optar por el grado de Doctor en Ciencias Agrícolas. INCA. Cuba. 2011.
YOUNG, T. M. et al. Implementation of a real time statistical process control system in hardwood sawmills. Forest Production Journal, 2007, 57(9): 54-62. ISSN: 0015-7473Z
AVALA, D. Manual para el establecimiento de un sistema de control de la variación de refuerzos en madera aserrada. Serie de apoyo académico. Universidad Autónoma Chapingo. México. 1981.